
Existem muitos processos de impressão 3D no mercado. Familiarizar-se com as nuances de cada um ajuda a esclarecer o que você pode esperar das impressões finais para decidir qual tecnologia é adequada para sua aplicação específica.
Estereolitografia (SLA) e impressão 3D de processamento de luz digital (DLP) são os dois processos mais comuns para impressão 3D em resina. As impressoras de resina são populares por produzir protótipos e peças de alta precisão, isotrópicos e à prova d’água em uma variedade de materiais avançados com recursos finos e acabamento de superfície suave.
Embora essas tecnologias já tenham sido complexas e de custo proibitivo, as impressoras 3D de resina DLP e SLA de desktop de formato pequeno de hoje produzem peças de qualidade industrial a um preço acessível e com versatilidade incomparável graças a uma ampla variedade de materiais.
Ambos os processos funcionam expondo seletivamente a resina líquida a uma fonte de luz – SLA um laser, DLP um projetor – para formar camadas sólidas muito finas de plástico que se empilham para criar um objeto sólido. Embora muito semelhantes em princípio, as duas tecnologias podem produzir resultados significativamente variados.
Neste guia detalhado, percorremos os detalhes dos dois processos de impressão 3D em resina e exploramos como eles se comparam em termos de resolução, precisão, volume de construção, velocidade, fluxo de trabalho e muito mais.

Como funcionam as impressoras 3D de resina SLA?
As impressoras 3D desktop SLA contêm um tanque de resina com base transparente e superfície antiaderente, que serve como substrato para a cura da resina líquida, permitindo o descolamento suave das camadas recém-formadas.

O processo de impressão começa quando a plataforma de construção desce em um tanque de resina, deixando um espaço igual à altura da camada entre a plataforma de construção, ou a última camada concluída, e o fundo do tanque. Um laser aponta para dois galvanômetros de espelho, que direcionam a luz para as coordenadas corretas em uma série de espelhos, focando a luz para cima através do fundo do tanque e curando uma camada de resina.
A camada curada é separada do fundo do tanque e a plataforma de construção se move para cima para permitir que a resina fresca flua por baixo. O processo se repete até que a impressão seja concluída.
Nas impressoras 3D LFS, a ótica é colocada em uma unidade de processamento de luz (LPU). Dentro da LPU, um galvanômetro posiciona o feixe de laser de alta densidade na direção Y, passa por um filtro espacial e o direciona para um espelho de dobra e um espelho parabólico para fornecer consistentemente o feixe perpendicular ao plano de construção e garantir precisão e repetibilidade impressões.
À medida que a LPU se move na direção X, a peça impressa é suavemente removida do fundo flexível do tanque, o que reduz drasticamente as forças exercidas nas peças durante o processo de impressão.
, usada pelo Form 3+ e Form 3L - Formlabs")
A impressão 3D LFS reduz drasticamente as forças exercidas nas peças durante o processo de impressão, usando um tanque flexível e iluminação linear para oferecer uma incrível qualidade de superfície e precisão de impressão.
Essa forma avançada de estereolitografia oferece qualidade de superfície e precisão de impressão muito aprimoradas. Forças de impressão mais baixas também permitem estruturas de suporte de toque leve que se soltam com facilidade, e o processo abre uma ampla gama de possibilidades para o desenvolvimento futuro de materiais avançados e prontos para produção.
Como funcionam as impressoras 3D de resina DLP?
Assim como suas contrapartes SLA, as impressoras 3D DLP de desktop são construídas em torno de um tanque de resina com fundo transparente e uma plataforma de construção que desce em um tanque de resina para criar peças de cabeça para baixo, camada por camada.
A diferença é a fonte de luz. As impressoras 3D DLP usam uma tela de projetor digital para exibir uma imagem de uma camada em toda a plataforma, curando todos os pontos simultaneamente.

A luz é refletida em um Digital Micromirror Device (DMD), uma máscara dinâmica que consiste em espelhos de tamanho microscópico dispostos em uma matriz em um chip semicondutor. Alternar rapidamente esses minúsculos espelhos entre as lentes que direcionam a luz para o fundo do tanque ou um dissipador de calor define as coordenadas onde a resina líquida cura dentro da determinada camada.
Como o projetor é uma tela digital, a imagem de cada camada é composta por pixels quadrados, resultando em uma camada tridimensional formada por pequenos cubos retangulares chamados voxels.
SLA vs. DLP: comparando impressoras 3D de resina
Resolução
A resolução aparece com mais frequência do que qualquer outro valor nas folhas de especificações da impressora 3D, mas também é um motivo comum para confusão. As unidades básicas dos processos SLA e DLP têm formatos diferentes, dificultando a comparação das diferentes máquinas apenas por especificações numéricas.
Na impressão 3D, existem três dimensões a considerar: as duas dimensões 2D planares (X e Y) e a terceira dimensão Z vertical que faz a impressão 3D.
A resolução Z é definida pelas espessuras de camada que uma impressora 3D pode produzir. Impressoras 3D de resina como SLA e DLP oferecem algumas das melhores resoluções Z—camadas mais finas—de todos os processos de impressão 3D e os usuários normalmente podem escolher entre uma variedade de opções de altura de camada entre 25-300 mícrons, permitindo que os designers encontrem um equilíbrio entre detalhes e Rapidez.

Na impressão 3D DLP, a resolução XY é definida pelo tamanho do pixel, o menor recurso que o projetor pode reproduzir em uma única camada. Isso depende da resolução do projetor, sendo o mais comum o full HD (1080p), e sua distância da janela óptica. Como resultado, a maioria das impressoras 3D DLP de desktop tem uma resolução XY fixa, geralmente entre 35 a 100 mícrons.
Para impressoras 3D SLA, a resolução XY é uma combinação do tamanho do ponto do laser e os incrementos pelos quais o feixe de laser pode ser controlado. Por exemplo, a impressora 3D Form 3 LFS possui um laser com um tamanho de ponto de 85 mícrons, mas devido ao processo de varredura de linha constante, o laser pode se mover em incrementos menores e a impressora pode entregar peças consistentemente com resolução XY de 25 mícrons.
No entanto, a resolução em si é muitas vezes apenas uma métrica de vaidade. Ele oferece alguma indicação, mas não necessariamente se correlaciona diretamente com exatidão, precisão e qualidade de impressão.
Exatidão e precisão
Como a impressão 3D é um processo aditivo, cada camada apresenta uma oportunidade de imprecisão, e o processo pelo qual as camadas são formadas afeta o nível de precisão, definido como a repetibilidade da precisão de cada camada. Exatidão e precisão dependem de muitos fatores diferentes: processo de impressão 3D, materiais, configurações de software, pós-processamento e muito mais.
Em geral, as impressoras 3D de resina SLA e DLP estão entre os processos de impressão 3D mais precisos e precisos. As diferenças de exatidão e precisão são muitas vezes melhor explicadas pelas diferenças entre as máquinas de vários fabricantes do que as diferenças entre as próprias tecnologias.
Por exemplo, impressoras SLA ou DLP de nível básico podem usar projetores, lasers ou galvanômetros prontos para uso, e seus fabricantes tentarão obter o melhor desempenho possível dessas peças. As impressoras 3D SLA e DLP profissionais, como a Formlabs Form 3 , apresentam um sistema óptico personalizado adaptado às especificações exigidas pelas aplicações profissionais dos clientes.

Exatidão e precisão são cruciais para peças como talas dentárias (esquerda) e guias cirúrgicos (direita).
A calibração também é crucial. Com os projetores DLP, os fabricantes precisam lidar com a distribuição de luz não uniforme no plano de construção e a distorção óptica das lentes, o que significa que os pixels no meio não têm o mesmo tamanho ou forma dos pixels nas bordas. As impressoras 3D SLA usam a mesma fonte de luz para cada parte da impressão, o que significa que é uniforme por definição, mas ainda exigem calibração extensiva para explicar distorções.
Mesmo uma impressora 3D com componentes da mais alta qualidade e grau de calibração pode produzir resultados muito variados, dependendo do material. Resinas diferentes exigem configurações de material otimizadas para funcionar como pretendido, o que pode não estar disponível para materiais de prateleira ou resinas que não são completamente testadas com um modelo de impressora 3D específico.
O take away? Exatidão e precisão são quase impossíveis de entender apenas nas especificações técnicas. Em última análise, a melhor maneira de avaliar uma impressora 3D é inspecionar peças reais ou pedir ao fabricante para criar uma impressão de teste de um de seus próprios projetos.
Volume de construção
Com as impressoras 3D DLP, há uma troca direta entre resolução e volume de construção. A resolução depende do projetor, que define o número de pixels/voxels disponíveis. Se aproximarmos o projetor da janela óptica, os pixels ficam menores, o que aumenta a resolução, mas limita a área de construção disponível.
Alguns fabricantes empilham vários projetores próximos uns dos outros ou usam um projetor 4K de alta definição para aumentar o volume de construção, mas isso leva a custos substancialmente mais altos que geralmente custam essas máquinas fora do mercado de desktops.
Como resultado, as impressoras 3D DLP geralmente são otimizadas para casos de uso específicos. Alguns têm um volume de construção menor e oferecem alta resolução para produzir peças pequenas e detalhadas, como joias, enquanto outros podem produzir peças maiores, mas com resolução mais baixa.
O processo de estereolitografia é inerentemente mais escalável, pois o volume de construção de uma impressora 3D SLA é completamente independente da resolução da impressão. Uma única impressão pode ser de qualquer tamanho e resolução em qualquer local dentro da área de construção. Isso possibilita a impressão 3D de peças grandes em alta resolução ou um grande lote de peças pequenas detalhadas para aumentar o rendimento com a mesma máquina.
A outra barreira principal para aumentar o volume de construção em impressoras 3D SLA e DLP é a força de descascamento. Ao imprimir peças maiores, as forças exercidas nas peças aumentam exponencialmente à medida que uma camada curada se separa do tanque.
Na impressão 3D LFS, o filme flexível na base do tanque de resina descasca suavemente à medida que a plataforma de construção puxa a peça para cima, reduzindo significativamente o estresse na peça. Esse recurso exclusivo tornou possível aumentar substancialmente o volume de construção da primeira impressora 3D SLA de grande formato acessível, a Form 3L .

A Form 3L é a primeira impressora 3D SLA de grande formato acessível com um volume de construção de 30 cm x 33,5 cm x 20 cm.
Acabamento de superfície
Impressoras 3D de resina SLA e DLP conhecidas por criar peças com o acabamento de superfície mais suave de todos os processos de impressão 3D. Quando descrevemos as diferenças, na maioria dos casos elas são visíveis apenas em peças minúsculas ou modelos altamente detalhados.
Como os objetos são feitos de camadas na impressão 3D, as impressões 3D geralmente têm linhas de camada horizontais visíveis. No entanto, como o DLP renderiza imagens usando voxels retangulares, também há um efeito de linhas de voxel verticais.

As impressoras 3D DLP renderizam imagens usando voxels retangulares, o que causa um efeito de linhas de voxel verticais. Nesta imagem, veja as linhas de voxel verticais conforme elas aparecem naturalmente à esquerda e, em seguida, contornadas para identificar mais facilmente à direita.
Como a unidade é retangular, os voxels também têm efeito nas bordas curvas. Pense em construir uma forma redonda com peças LEGO – as bordas parecerão escalonadas no eixo Z e no plano XY.
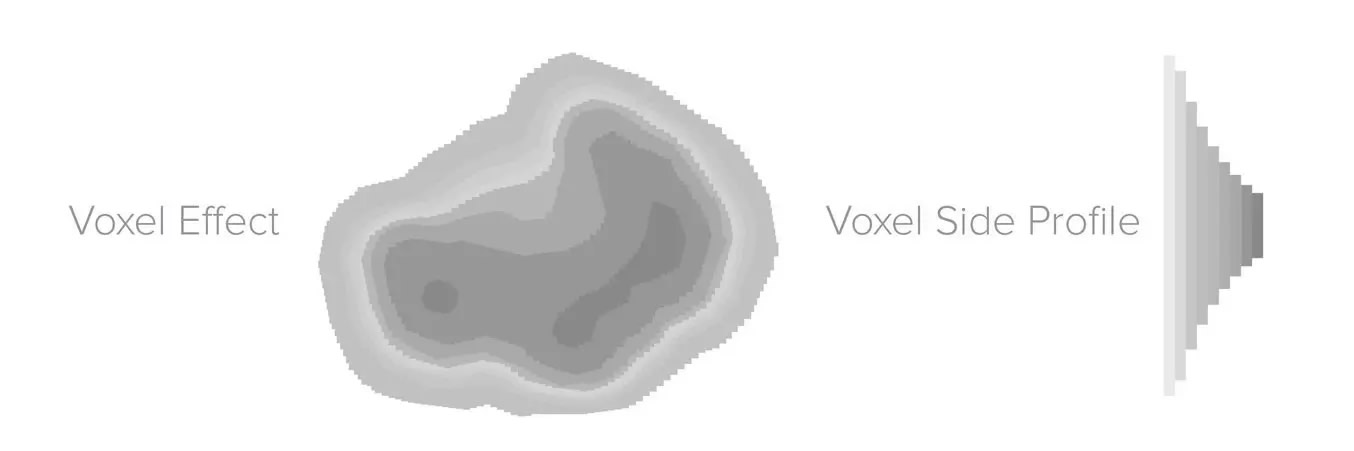
A forma retangular dos voxels faz com que as bordas curvas pareçam escalonadas. A remoção da aparência de linhas de voxel e camada requer pós-processamento, como lixamento.

Na impressão 3D LFS, as linhas de camada são quase invisíveis. Como resultado, a rugosidade da superfície é reduzida, o que acaba levando a superfícies lisas e, para materiais claros, peças mais translúcidas.
Velocidade e rendimento
Ao pensar em velocidade na impressão 3D, é importante considerar não apenas a velocidade de impressão bruta, mas também o rendimento.
A velocidade de impressão bruta para impressoras 3D de resina SLA e DLP é comparável em geral. Como o projetor expõe cada camada inteira de uma só vez, a velocidade de impressão na impressão 3D DLP é uniforme e depende apenas da altura da construção, enquanto as impressoras 3D SLA desenham cada parte com um laser. Como regra geral, isso faz com que as impressoras 3D SLA sejam comparáveis ou mais rápidas ao imprimir peças únicas de tamanho pequeno ou médio, enquanto as impressoras 3D DLP são mais rápidas para imprimir impressões grandes e totalmente densas ou construções com várias peças que preenchem grande parte do espaço. a plataforma.
Mas, mais uma vez, vale a pena considerar a troca entre resolução e volume de construção para impressoras DLP. Uma pequena impressora 3D DLP pode imprimir uma pequena peça ou um (pequeno) lote de peças menores rapidamente, em alta resolução, mas o volume de construção limita o tamanho da peça e o rendimento. Uma máquina diferente com um volume de construção maior pode imprimir peças maiores ou um lote de peças menores mais rapidamente, mas com uma resolução menor do que o SLA.
As impressoras 3D SLA podem produzir todas essas opções em uma máquina e oferecer ao usuário a liberdade de decidir se deseja otimizar a resolução, velocidade ou rendimento.

As impressoras 3D SLA oferecem um volume de construção maior, permitindo que os usuários montem peças e imprimam durante a noite para aumentar o rendimento.
A velocidade também pode depender da escolha do material. Imprimindo quatro vezes mais rápido que os materiais padrão da Formlabs, resina de impressão rápida Draft Resin que é ideal para protótipos iniciais, iterações rápidas, bem como modelos odontológicos e ortodônticos. De rápidas velocidades de iniciação de impressão a tempos mínimos de remoção de suporte, lavagem e cura, o Draft Resin possui um fluxo de trabalho otimizado para maximizar verdadeiramente a eficiência.

Fluxo de trabalho e materiais
Assim como com exatidão e precisão, o fluxo de trabalho e os materiais disponíveis diferem mais de máquina para máquina do que de tecnologia para tecnologia.
A maioria das impressoras 3D SLA e DLP são “plug and play”, com plataformas de construção e tanques de resina facilmente substituíveis. Alguns modelos mais avançados também vêm com sistema de cartucho para reabastecer automaticamente o tanque com resina líquida, o que exige menos atenção e facilita a impressão durante a noite.
Algumas impressoras vêm com software proprietário para preparar modelos 3D para impressão, como PreForm for Formlabs SLA 3D, enquanto outros fabricantes oferecem soluções prontas para uso. Os recursos diferem de acordo com a ferramenta de software, por exemplo, o PreForm oferece configuração de impressão com um clique, controles manuais poderosos para otimizar a densidade e o tamanho do suporte, espessura de camada adaptável ou funções para economizar material e tempo . Felizmente, o software pode ser fácil de baixar e testar antes de comprar uma impressora 3D.

As impressoras 3D de resina oferecem uma variedade de materiais para uma ampla gama de aplicações.
Um dos benefícios mais significativos da impressão 3D em resina é a variedade de materiais que possibilitam a criação de peças para diversas aplicações. As resinas podem apresentar uma ampla gama de configurações de formulação: os materiais podem ser macios ou duros, fortemente preenchidos com materiais secundários, como vidro e cerâmica, ou imbuídos de propriedades mecânicas, como alta temperatura de deflexão de calor ou resistência ao impacto.
No entanto, a gama de opções de materiais suportados depende do modelo da impressora 3D, por isso recomendamos consultar o fabricante antes da compra.
As peças impressas com tecnologias SLA e DLP requerem pós-processamento após a impressão. Primeiramente, as peças precisam ser lavadas em um solvente para remover o excesso de resina. Alguns materiais funcionais, como peças de engenharia ou biocompatíveis, também requerem pós-cura. Para impressoras 3D SLA, a Formlabs oferece soluções para automatizar essas etapas, economizando tempo e esforço.
Por fim, as peças impressas em 3D impressas em suportes exigem que essas estruturas sejam removidas, um processo manual semelhante para as impressoras 3D SLA e DLP. A impressão 3D LFS simplifica essa etapa oferecendo estruturas de suporte de toque leve que usam pontos de contato muito pequenos para permitir a remoção fácil com o mínimo de marcas de suporte deixadas para trás.
Comece com a impressão 3D SLA
Depois de resolver as diferenças de tecnologia e resultados, esperamos que seja muito mais fácil selecionar uma impressora 3D de resina que melhor corresponda ao seu fluxo de trabalho e necessidades de produção.

Para explorar a próxima geração de impressão 3D SLA, saiba mais sobre as impressoras 3D Form 3 e Form 3L LFS.
Curioso para ver a qualidade em primeira mão? Encomende uma peça de amostra enviada para o seu escritório. Solicite uma peça de amostra grátis


