
GUIA DE APLICAÇÃO DA FORMLABS
Laboratórios e centros de fresagem odontológica vêm trabalhando com fundição e prensa de peças metálicas ou cerâmicas há mais de dez anos. Contudo, as soluções atuais de CNC (controle numérico computadorizado) e impressão 3D são geralmente caras e difíceis de usar. Este guia de aplicação apresenta informações sobre o processo simplificado de fundição e prensa de coroas dentárias, pontes e estruturas para próteses parciais removíveis, do começo ao fim, usando a Form 2, impressora 3D de estereolitografia de mesa, e a Castable Wax Resin.
Amplamente testada por protéticos odontológicos, e contendo 20% de cera, a Castable Wax Resin da Formlabs proporciona margens seladas e precisas, além de fundição confiável e queima limpa. Os modelos impressos são suficientemente resistentes para serem manuseados sem a necessidade de pós-cura, o que possibilita a criação de um fluxo de trabalho mais simples e mais rápido.
1 – Geração da imagem digitalizada

O software de CAD (design auxiliado por computador) dental precisa trabalhar a partir de uma impressão digital para criar uma coroa, ponte ou estrutura para prótese parcial removível. A impressão digital pode ser obtida diretamente, usando-se um scanner intraoral, ou indiretamente, usando-se um scanner óptico de mesa para fazer a leitura de um modelo de gesso ou de uma impressão de polivinilsiloxano (PSV). A menos que você esteja trabalhando dentro de um sistema de scanner e CAD completo, será necessário exportar a imagem digitalizada como um arquivo aberto em formato STL
2 – Planejamento

Após obter a impressão digital, importe os arquivos digitalizados para o software de CAD odontológico e faça o planejamento da restauração ou da prótese. Selecione um software de CAD odontológico que permita a exportação de arquivos .STL abertos, a fim de garantir compatibilidade com o PreForm, que é o software de preparação de impressões da Formlabs.
Os procedimentos exatos de importação e planejamento variam conforme o pacote de software utilizado. Para obter mais orientações, entre em contato com o fabricante ou o fornecedor do software.
2.1 – Planejamento da coroa e da ponte

Projete a estrutura fixa usando as configurações de material fornecidas pela Formlabs (veja “Configurações de material no CAD”).
2.2 – Planejamento de uma prótese parcial removível

Para aumentar a consistência e reduzir a distorção dos modelos de prótese parcial removível impressos em 3D, insira uma barra de estabilização com diâmetro de 2,5 mm.
Ao projetar retentores com espessura inferior a 0,8 mm, faça a junção dos braços do grampo para obter o máximo de precisão nos resultados.
Observação: é possível criar canais condutores de material fundido no software de CAD e imprimi-los diretamente. Com isso, você economiza o tempo que seria investido na inserção manual desses canais condutores.
Configurações de material no CAD

3 – Impressão

3.1 Importação dos arquivos da coroa, das substruturas ou da prótese parcial removível no PreForm
Abra o PreForm, que é o software de preparação para a impressão da Formlabs, e importe nele o(s) arquivo(s) STL ou OBJ gerado(s) pelo software de CAD odontológico.
3.2 Configurações da impressão
No menu “Print Setup” (Configuração da impressão), no PreForm, selecione a sua impressora, conforme o nome de série (“Serial Name”). Selecione “Castable Wax” no menu “Material”.
Imprima modelos de cera com espessura de 0,05 mm para reduzir os tempos de impressão e garantir precisão clinicamente aceitável.
3.3 Orientação das peças para impressão com suporte
Sempre imprima a peça sobre suportes. Para obter os melhores resultados e gastar o mínimo de tempo possível no processo de pós-processamento, sigas as práticas recomendadas abaixo.
3.3.1 Coroas e pontes
Posicione os modelos de pontes e coroas com a área de encaixe ou as margens voltadas para cima. Isso evita a possibilidade de os suportes serem inseridos na parte mais crítica da restauração.
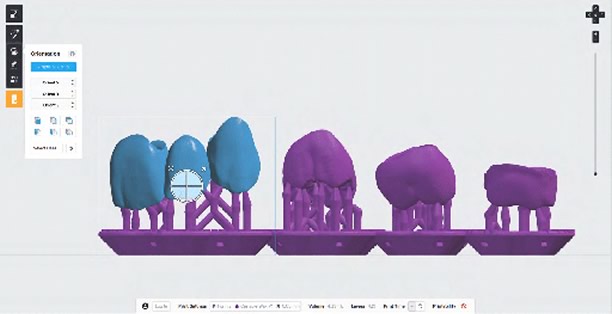
Para modelos de pontes e coroas de contorno completo, posicione os pontos de contato dos suportes nas pontas de cúspides e, idealmente, não nas áreas de contato da coroa.

Sempre verifique a margem e o aspecto interno da restauração para confirmar que os suportes não tenham sido gerados nessas áreas críticas. Caso seja necessário inserir mais suportes, adicione-os manualmente onde apropriado.

3.3.2 Prótese parcial removível
Posicione a estrutura da prótese parcial removível de modo que as superfícies com entalhe fiquem voltadas para cima. Manualmente, remova e posicione os suportes, conforme necessário, clicando em “Edit all” (Editar tudo) no menu “Supports” (Suportes). Posicione os suportes nas superfícies externas dos retentores.
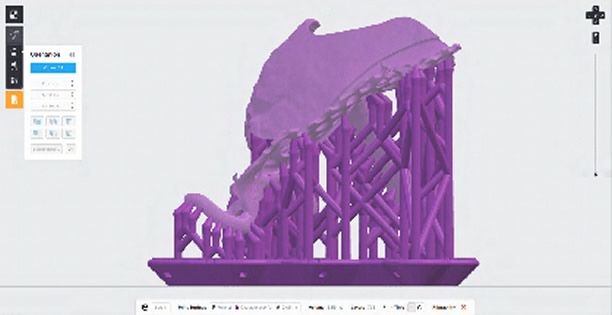
Evite posicionar os suportes em superfícies que virão a entrar em contato com a dentição do paciente, ou em outras áreas importantes da prótese parcial.

Sustente cada um dos retentores com 4 ou 5 suportes igualmente distribuídos ao longo da ponta do retentor, em direção ao ombro.

3.4 Preparação da impressora e da resina
Agite bem o cartucho de resina, chacoalhando-o e girando-o várias vezes. Insira na impressora o tanque de resina, o cartucho da Castable Wax Resin e a plataforma de impressão.
3.5 Impressão
No PreForm, clique no botão “Print” (Imprimir) e, então, carregue o trabalho na impressora. Depois que o trabalho estiver carregado, pressione o botão na impressora para iniciar a impressão.
4 – Preparação

4.1 Enxágue das peças
Se você estiver usando o sistema de enxágue automatizado Form Wash, deixe as peças impressas na plataforma de impressão para o enxágue. Alinhe a tampa superior da plataforma de impressão aos braços do suporte da plataforma na Form Wash e insira-a por completo até tocar na parte traseira. Enxágue as peças com álcool isopropílico (IPA) a uma concentração de, no mínimo, 90% (recomendamos que seja 99%). Ajuste o tempo para 15 minutos na Form Wash e inicie o ciclo de enxágue.
Se você estiver usando o Finish Kit, remova as peças cuidadosamente da plataforma de impressão depois que tiverem sido impressas. Insira com firmeza a espátula do Finish Kit no chanfro da base do suporte e, então, movimente a espátula suavemente de um lado para o outro.
Enxágue as peças em dois recipientes contendo álcool isopropílico; o primeiro enxágue deve durar dez minutos, e o segundo, cinco. Recomendamos o uso de álcool isopropílico a 99%, mas a concentração de, no mínimo, 90% também funcionará.

Aviso: o enxágue de peças feitas de Castable Wax Resin fará com que o álcool isopropílico fique pigmentado de roxo e, consequentemente, manche as outras peças que venham a ser enxaguadas nesse álcool. Para evitar que as peças impressas em outro tipo de resina fiquem manchadas de roxo, as peças feitas de Castable Wax Resin deverão ser enxaguadas em uma Form Wash ou um Finish Kit exclusivos.
Deixe as peças secarem em ambiente aberto naturalmente ou use um jato de ar comprimido para eliminar o álcool isopropílico das superfícies. Inspecione as peças atentamente e certifiquese de que não haja qualquer resquício de resina não curada. Se necessário, repita o processo de enxágue. Deixe os modelos secarem completamente antes de usá-los.
NOTA
Deixe as peças secarem em ambiente aberto naturalmente ou use um jato de ar comprimido para eliminar o álcool isopropílico das superfícies. Inspecione as peças atentamente e certifiquese de que não haja qualquer resquício de resina não curada. Se necessário, repita o processo de enxágue. Deixe os modelos secarem completamente antes de usá-los.
4.2 Remoção dos suportes
Use os alicates de corte horizontal inclusos no Finish Kit para cuidadosamente cortar os suportes em seus respectivos pontos de contato (ou seja, na junção entre os suportes e a peça). Considere a possibilidade de usar óculos de segurança ao cortar os suportes, já que o material pode ser frágil, e pequenos pedaços do suporte podem acabar “voando”. Além disso, os suportes também podem ser removidos com discos de corte, brocas ou discos de polimento acoplados a uma peça reta.
Aviso: peças extremamente finas, como as próteses parciais removíveis, podem se quebrar com facilidade durante o processo de remoção dos suportes. Recomendamos o uso de um disco de corte.
5 – Revestimento
5.1 Práticas recomendadas para a configuração de um molde de revestimento
Coroas a pontes:
 Posicione as coroas e as pontes no molde, fora do centro de aquecimento, a cerca de 5 mm de distância da parede do molde. As coroas individuais podem ser produzidas diretamente na fôrma do molde de fundição usando-se um fio encerado de 2,5 mm (opcionalmente, com um reservatório de fundição). As pontes, por sua vez, devem ser conectadas a um canal de distribuição de 5 mm por um fio encerado de 2,5 mm, a um ângulo de 45 graus, e enceradas ao frasco de revestimento usando-se um fio encerado de 4 mm.
Posicione as coroas e as pontes no molde, fora do centro de aquecimento, a cerca de 5 mm de distância da parede do molde. As coroas individuais podem ser produzidas diretamente na fôrma do molde de fundição usando-se um fio encerado de 2,5 mm (opcionalmente, com um reservatório de fundição). As pontes, por sua vez, devem ser conectadas a um canal de distribuição de 5 mm por um fio encerado de 2,5 mm, a um ângulo de 45 graus, e enceradas ao frasco de revestimento usando-se um fio encerado de 4 mm.
Próteses parciais fundidas:

Sempre fixe os canais condutores às áreas mais sólidas da estrutura. Recomendamos o uso de dois canais de fundição curvos, medindo cerca de 3,5 a 4 mm, conectados ao funil a cerca de 5 a 10 mm acima do ponto mais alto do objeto. Áreas mais espessas da estrutura que são acessadas somente através de áreas finas podem ser opcionalmente conectadas a um canal de fundição adicional de 3 mm, já que a liga sempre flui da área mais espessa para a mais fina.
Cerâmicas prensáveis:

Ao projetar os canais condutores dos modelos de cerâmica prensável, leve em consideração as seguintes informações:
• Os canais condutores das coroas e das pontes são conectados diretamente com um fio encerado de 2,5 a 3 mm (sem quinas ou arestas), a um ângulo de 45 a 60 graus, ao frasco de revestimento.
• Posicione os canais condutores na área mais espessa do modelo. Nas coroas, geralmente essa área é a ponta da cúspide. As pontes devem ter um canal condutor em cada pilar e pôntico (não conecte um canal condutor ao conector de uma ponte).
• O canal de fundição deverá ter de 4 a 8 mm de comprimento, e o comprimento total, incluindo o objeto de prensa, não deverá ultrapassar 16 mm.
• A distância até a parede do anel de silicone deverá ser de, no mínimo, 10 mm.
6 – Processo de queima

A fundição com a Castable Wax Resin exige que se utilize um revestimento fosfatado e resitente a alta temperatura.
A Formlabs testou cronogramas de queima com dois revestimentos: o BEGO Bellavest SH e o WiroFine. Os cronogramas de queima são iguais para ambos os revestimentos, com variação na temperatura final. Sempre consulte as recomendações do fabricante do revestimento.

6.1 Cronograma de queima padrão

6.2 Cronograma de queima curta

7. Processo de prensa ou fundição
Para realizar um processo de prensa ou fundição de forma bem-sucedida, observe as especificações do fabricante, especialmente no que se refere às temperaturas de pré-aquecimento, fundição ou prensa da liga.

Aviso: a Castable Wax Resin é 21% mais pesada do que a cera padrão. Para identificar a quantidade ideal de material a ser prensado ou fundido no seu modelo, use a seguinte fórmula:
(Peso da cera padrão ) x 1,21 = Peso máx. da Castable Wax Resin
Por exemplo, se a sua liga ou cerâmica recomenda 1 lingote para cada 0,75 g de cera padrão, a densidade correta de Castable Wax Resin por lingote deverá ser de 0,91 g.
Fluxo de impressão 3D com a Form 3



